Deep Drawing Die
Deep Drawing Die - Uncover the intricate design, functioning,. Deep drawing is more difficult than spherical parts. (1) shallow paraboloid (h/d <0.5 ~ 0.6). The process typically requires a semideveloped blank, but certain part shapes can. Web a primary cause for deep drawing failures in progressive dies: Web when t / d = 0.5% ~ 3%, deep drawing die with blank holder is used for deep drawing; One or more draw reductions exceed the allowable percentage that the blank, or previously drawn shell, can be reduced without splitting. It is broken up into two types: On the blank holder in axial (#1) and/or radial (#4) directions, on the female die in axial (#2) and/or radial (#5) directions, and on the punch in axial (#3) direction. It is generally made of cast iron or tool steel. In other words, the direction in which the drawing takes place really doesn't matter. The process involves feeding a metal strip through a series of dies, each performing a specific operation on the strip. Deep drawing of irregularly shaped panels constitutes one of the most complex metalforming operations. Deep drawing is one of the typical sheet metal forming process used. When t / d <0.5%, a concave die with deep drawing ribs or reverse deep drawing die is used; This article discusses the performance of a drawing die. One or more draw reductions exceed the allowable percentage that the blank, or previously drawn shell, can be reduced without splitting. You can even draw a part vertically using cams or. Uncover. Design of deep drawing die is a highly specialized task. Web once all this data is collected, we can determine the appropriate structural form for the deep drawing die. You can draw a part up or down into a cavity. The selection of material for a drawing die is aimed at the production of the desired quality and quantity of. Press speed (ram speed) draw radii; Drawing can be defined as a forming process in which the flow of metal into a cavity or over a post is controlled. Metal deep drawing tooling manufactured in order to form a metalworking process which uses tensile forces to stretch metal sheet. The process is considered deep drawing when the depth of the drawn part exceeds its diameter. As the blank is drawn radially inwards the flange undergoes radial tension and circumferential compression [1]. It is broken up into two types: Too little, and the material will be Web deep drawing dies are specialized tools used to shape metal sheets into complex forms through a process called deep drawing. Web once all this data is collected, we can determine the appropriate structural form for the deep drawing die. Web a primary cause for deep drawing failures in progressive dies: Web deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. Web deep drawing is a sheet metal forming process by which a sheet metal blank is slightly clamped along its perimeter by a blank holder and radially drawn into a forming die by use of a punch. Web home article tooling in die processes. Web deep drawing is used for finished part geometries that require a great deal of form or shape, such as oil filters, pots and pans, cups, and bowls. You can even draw a part vertically using cams or. Web when t / d = 0.5% ~ 3%, deep drawing die with blank holder is used for deep drawing;
Development and Design of Deep Drawing Die and its Products

Deep drawing progressive die YouTube
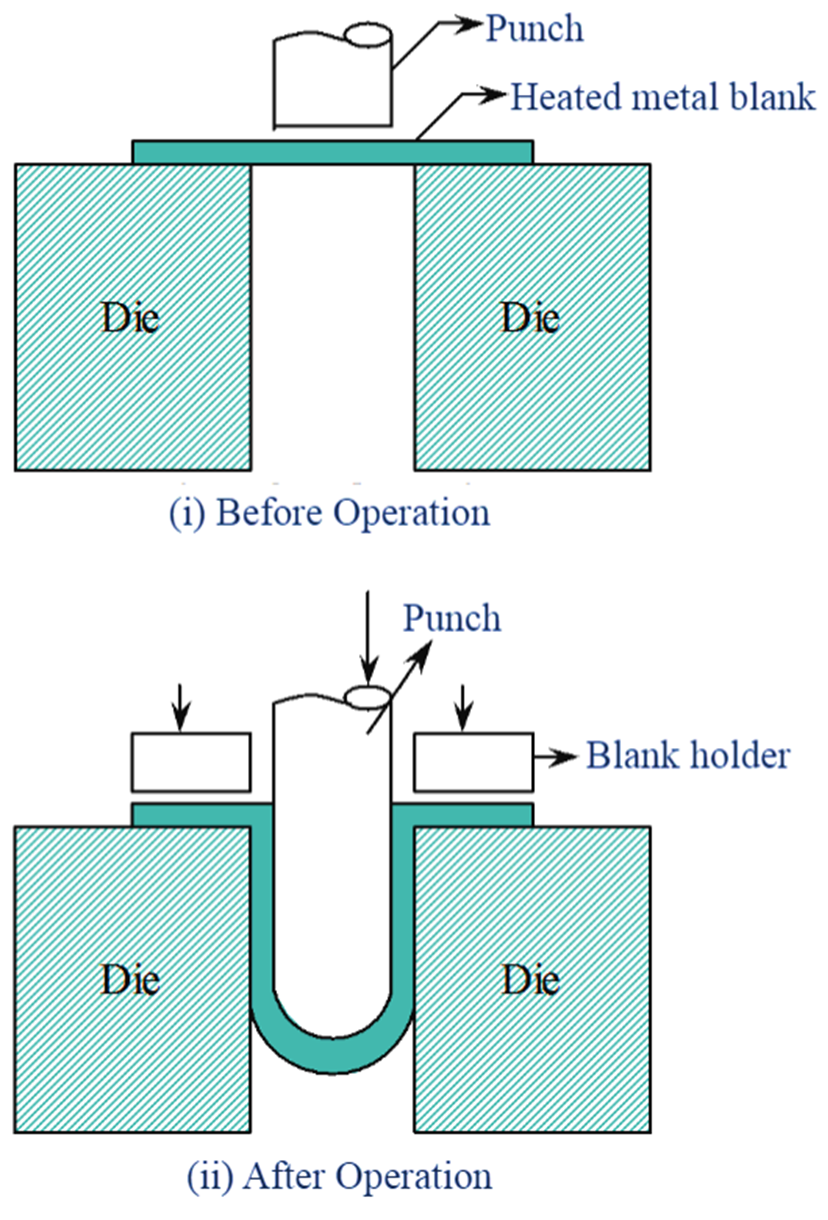
What is Deep Drawing? Process, Diagram, Advantages & Applications
Deep Drawing Of Parabolic Parts;
The Selection Of Material For A Drawing Die Is Aimed At The Production Of The Desired Quality And Quantity Of Parts With The Least Possible Tooling Cost Per Part.
It Is Generally Made Of Cast Iron Or Tool Steel.
To Steer The Sheet Metal Flow Between The Binders Of The Draw Die, One Or A Combination Of The Following.
Related Post: